Takt Time is the maximum allowable time in order to meet demand; Takt Time is the pace by which product is produced and must fall within the Takt Time or set equal to the Takt time; if not, then there will be customer demand that might go unfulfilled. In this post, I’ll provide an example of how Takt Time can be used in a service-type operation and elaborate on how else it might be used outside of manufacturing (PS: Go here to Get a Free Takt Time Calculator Here).
Takt Time is defined as the following:
Takt Time = (Net Available Production Time / Required Output Rate)
In service operations, we often deal with intangibles — not pieces, necessarily, but non-hard-good items, such as patents that need to be reviewed, items in an inbox, applications that need to be approved or denied, or calls that come into a helpdesk. Another such example that we’ll examine is the dreaded Tax Return. Before online tax preparation, the paper Tax Return process probably looked like this:
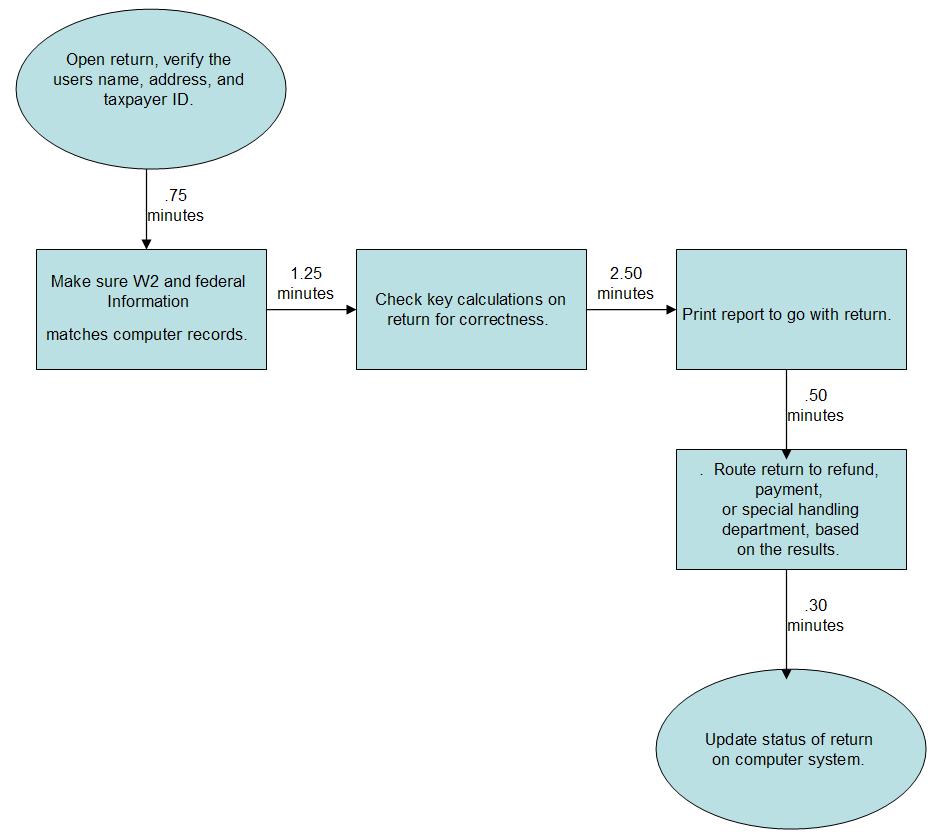
Suppose the process above required that 150 Tax Returns are processes per 8 hour day. Given the data above and the customer demand, we can calculate the Takt Time like the following:
Takt Time = [(8 hours * 60 minutes) / (150 Tax Returns)]
Takt Time = 3.2 Minutes
In other words, to complete the Tax review process in accordance with the customer demand of 150 applications per 8 hour day, at most that a tax reviewer can review a single Tax Return is 3.2 minutes. When the reviewer exceeds the Takt Time, then the 150 application goal could be at risk.
Number of Workstations
Typical service operations have lines that mimick production lines. Each line might consists of people with a computer and other necessary tools to do work. We can consider these as “workstations.” Given the Takt Time above, we can also determine what the theoretical number of workstations a single line might need in order to complete 150 applications per 8 hour day:
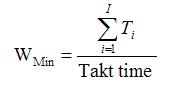
In other words, we take the sum of the cycle times of each step and divide that by the Takt time. In this case, we get an answer of the following:
(8.3 minutes / 3.2 minutes) = 2.59 or 3 workstations per line
In other words, we would need at least 3 workstations in order to satisfy the demand of 150 applications per 8 hour day. This simple calculation alone can help with staff planning and productivity planning. Indeed, simple calculations can have powerful impact on the firm.
Idle Time
Not every workstation produces at capacity — that is, there will be times when workstations aren’t working. For services, this might mean a computer is down, a worker takes breaks, etc. To account for these times, we have a metric that we call Idle Time:
In other words, we take process above and form precedence relationships first. Let’s assume the following:
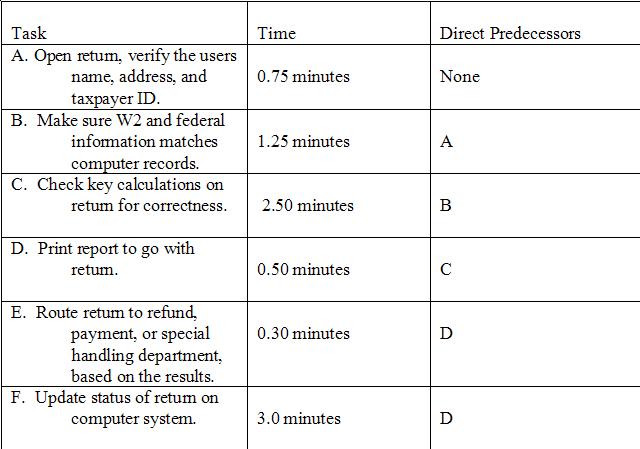
The table above simply shows the steps and precedence relationships that the process map above does not show. Given the table, we can determine which steps go to which workstations and calculate the longest cycle time:
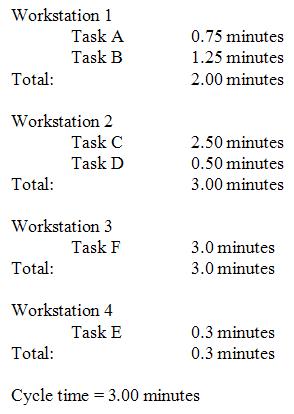
So, we get 3 minutes as the longest eligible task. And, we break down the steps by workstations, giving us 4 workstations. The total cycle time is 8.3 minutes, based on the total time for each workstation (2.0 + 3.0 + 3.0 + 0.3).
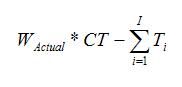
Now, we can identify the Idle Time:
Idle Time = (4 * 3 minutes) – 8.3 minutes
Idle Time = 3.7 minutes
An Idle Time of 3.7 minutes is neither good nor bad, but is just fact given the current state of the system. To improve Takt Time, we would want to reduce Idle Time as well as some other things.
Improving Takt Time
We don’t really improve Takt Time, per se. We can reduce the Cycle Time and the content of the work involved in that Cycle, such as reducing or eliminating waste and non-value added steps, thereby influencing the Takt Time, or overall beat of the line. Specifically, we can do the following:
- Reduce Variation
- Reduce Idle Time
- Reduce set-up time
- Reduce or eliminate waste
- Better manage constraints
Other Applications
There are many non-manufacturing applications of Takt Time and Theoretical Number of Workstations. Below are some examples:
- Loan applications
- Patent filings
- Prescription Drug fulfillment at pharmacy
- Bidding process
- Phone Calls or emails into a HelpDesk system
- Chat Instant Messaging into a HelpChat system
- etc…
Takt Time and Theoretical Number of Workstations and Idle Time can be applied to almost any process. They are simple and helpful calculations that can help a firm delight the customer by providing timely and predictable service.
Become a Lean Six Sigma professional today!
Start your learning journey with Lean Six Sigma White Belt at NO COST





Richard Abercrombie says
Takt time isn’t “improved.” Cycle time is improved. Takt time is the amount of time “allowed” to complete a work sequence. Cycle time is what is “required” to complete a work sequence. Redistributing work content among operators so as to have similar cycle times for each allows wait time to remain. Redistributing work content so that each operator’s cycle time is coincident with takt time reduces wait time to the remaining fractional difference to a whole number of operators. Improvement should then focus on modifying work content so as to reduce the fractional portion to zero, thereby achieving labor cost reduction.
Reference Training Within Industry, Job Methods and kaizen, TPS, standard work.
M.srinivasan says
Excellent informations provided.
Worth to get about lean practices
eL says
Good info. Most of info i get only for manufacturing flow.
Sisi says
How did you arrive to 8.3 minutes in the above calculation?
Brion Hurley says
8.3 minutes is the total cycle time, adding tasks A through F (0.75 + 1.25 + 2.50 + 0.50 + 3.0 + 0.3) = 8.3 minutes. I’ll add it into the article, thanks for pointing it out.